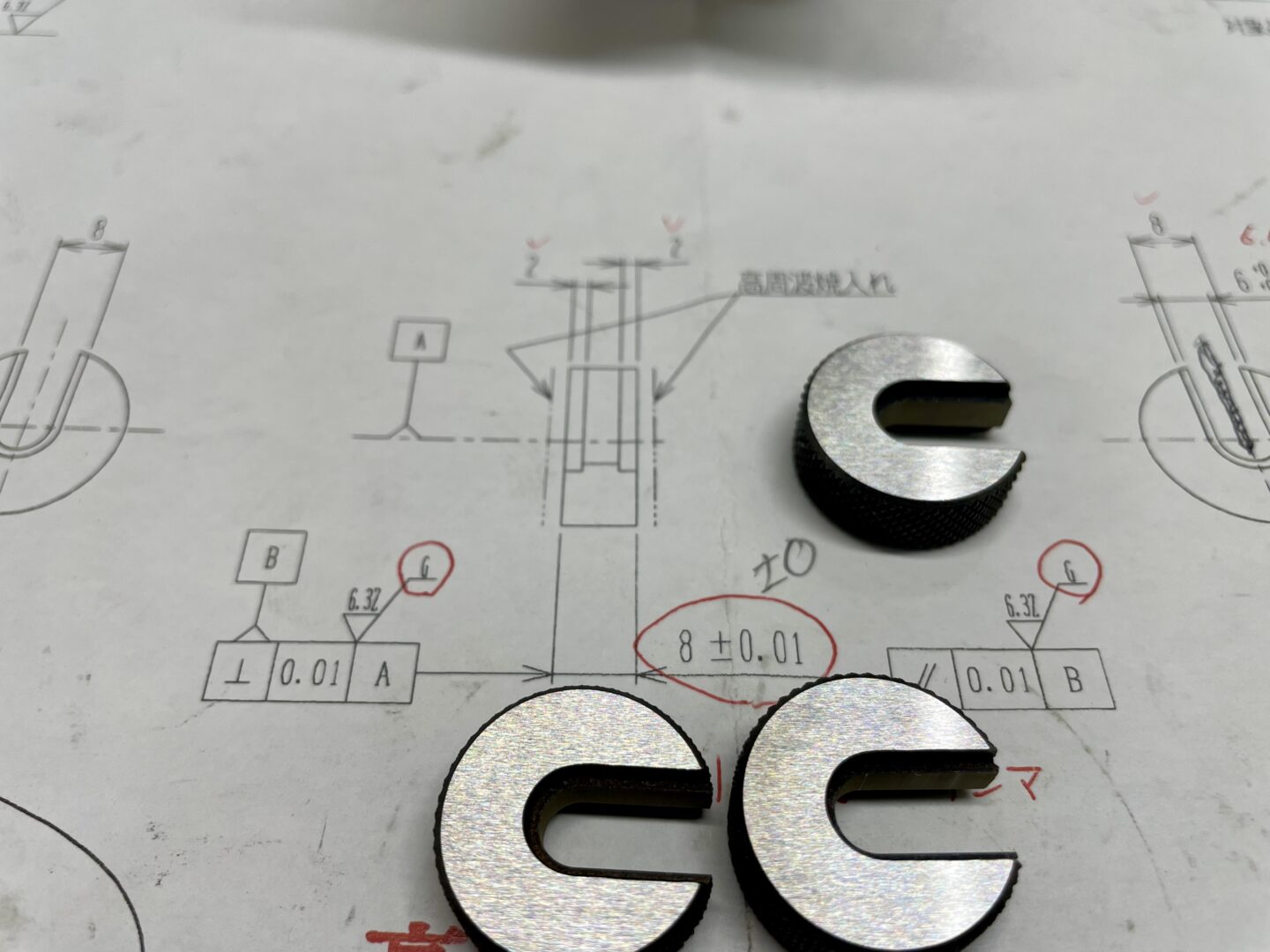
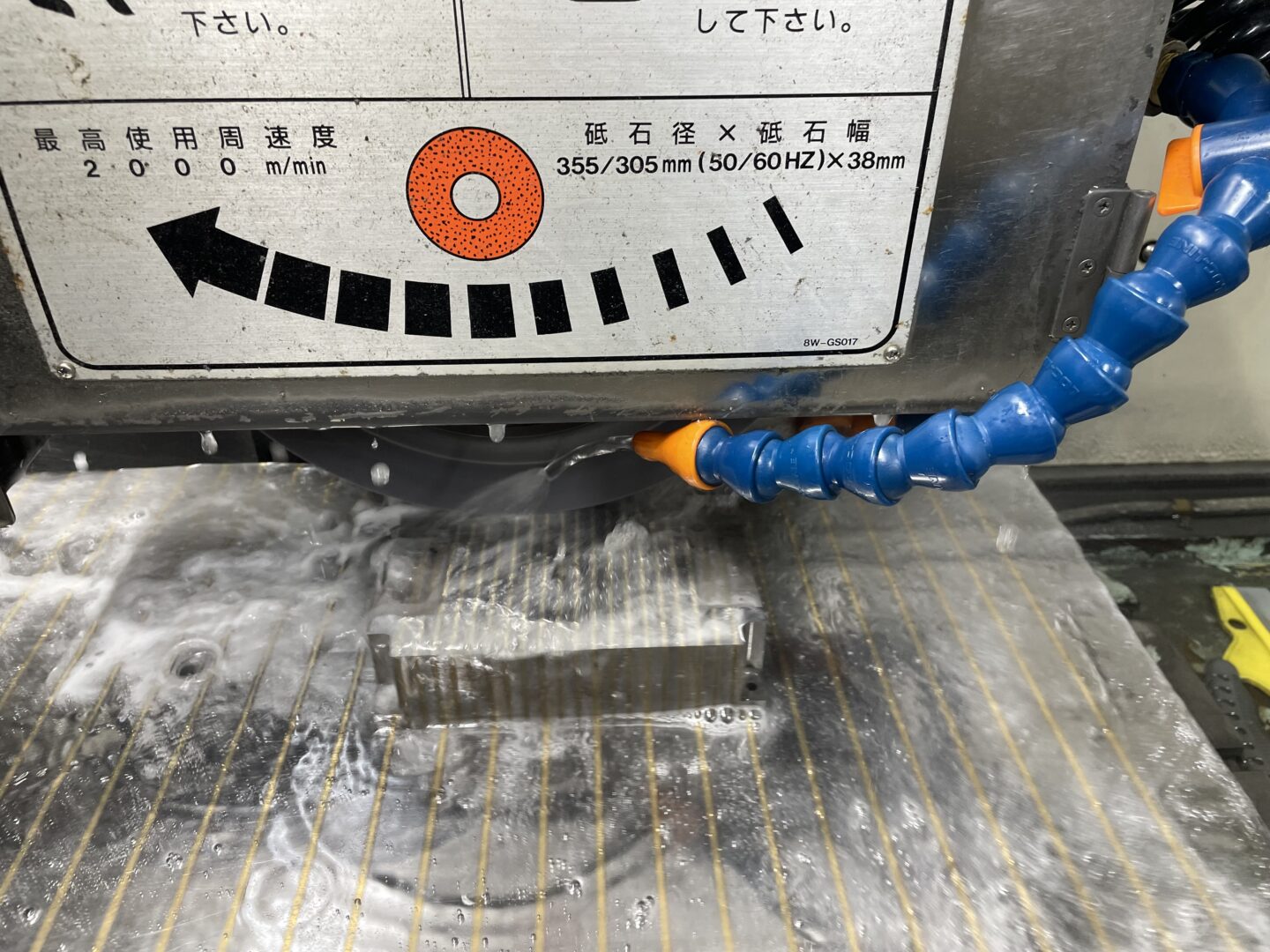
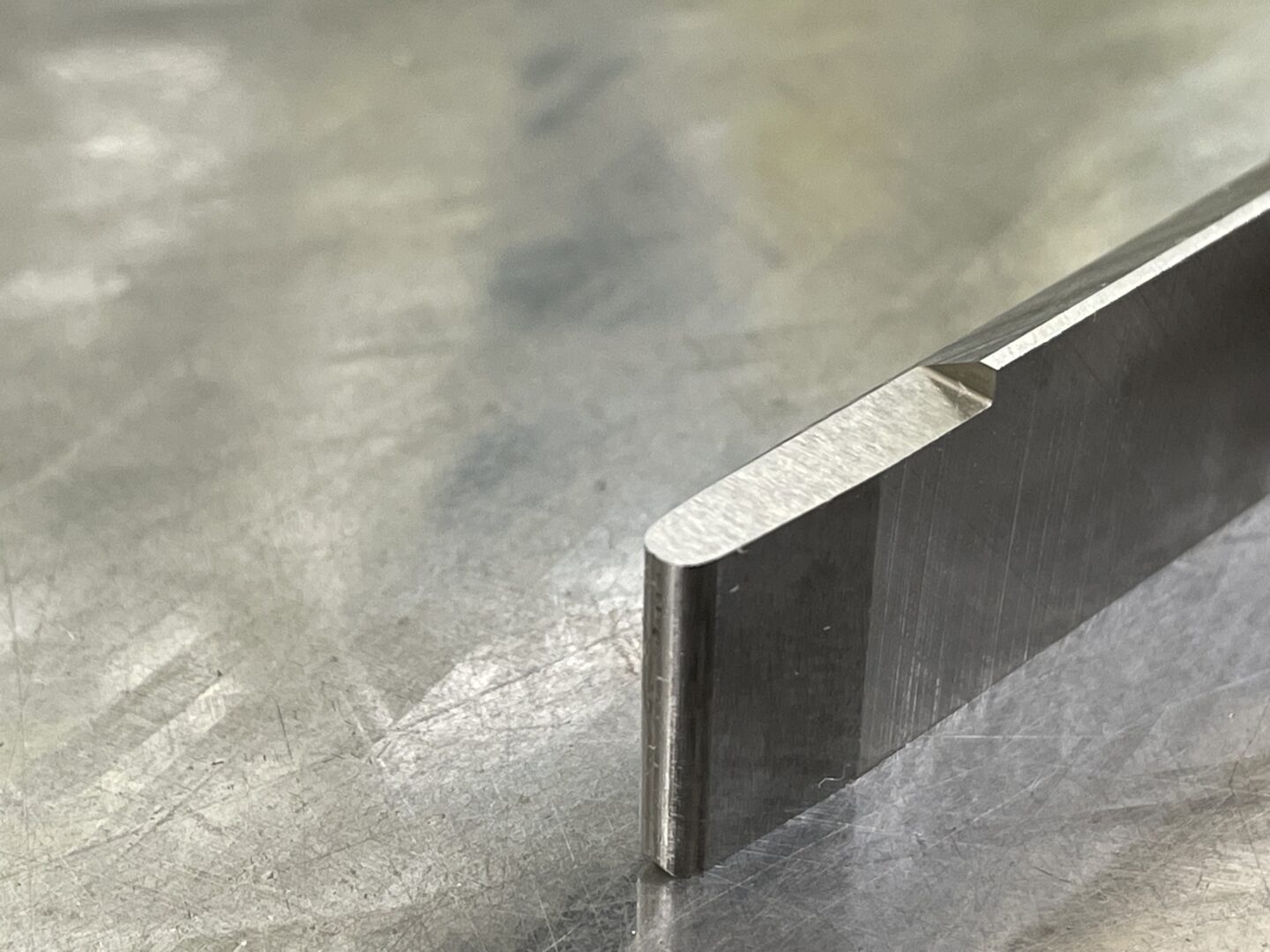
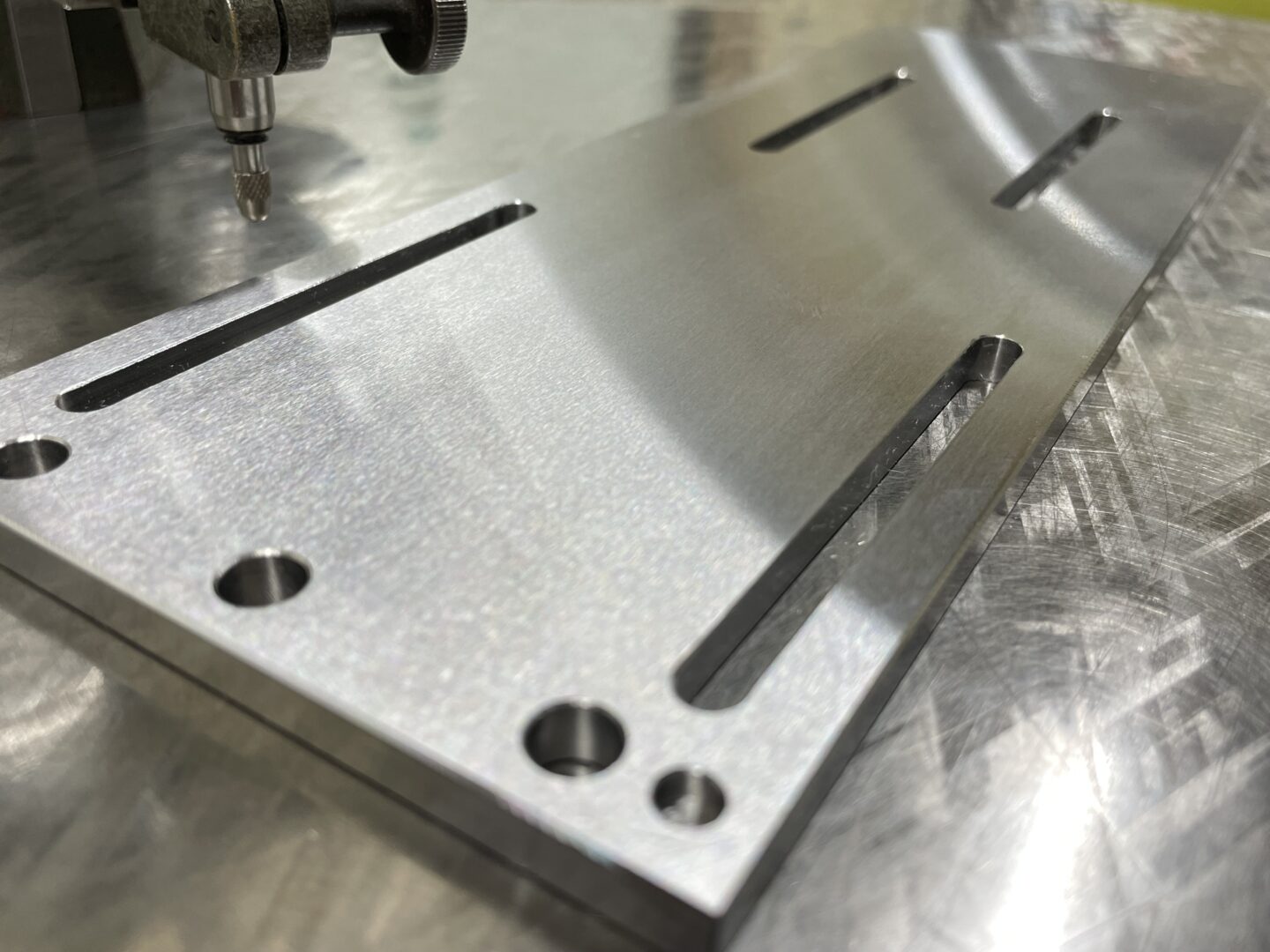
NO29 ベースプレート歪取り 溝研磨加工 特急対応編! 平面研削 < 材質 >S45C < 加工精度 >厚み公差:20±0.02 実測値+0.005 溝巾:20H7 +0.021~0 実測値+0.005 プレート研削プレート研磨平行度平面研削平面研磨歪取り溝研磨特急対応