加工実績 WORKS
NO22 丸物の平面研磨加工 溝入れ研磨の紹介
< 加工精度 >
0.25 0~-0.005 実測値-0.003

本日は丸物の平面研削加工の紹介です。
こちらは、市販のマグネットに溝幅3ミリ、深さ0.25
溝の深さに公差があります。
5ミクロン 0~-0.005です。
今回の様な丸物の平面研磨の場合、溝の位置や、深さを測定する為に一度機械から降ろして再度機械の同じ位置にワーク(加工品)をセットする必要がある為、今回はVヤゲン(治具)を使用して研磨しました。
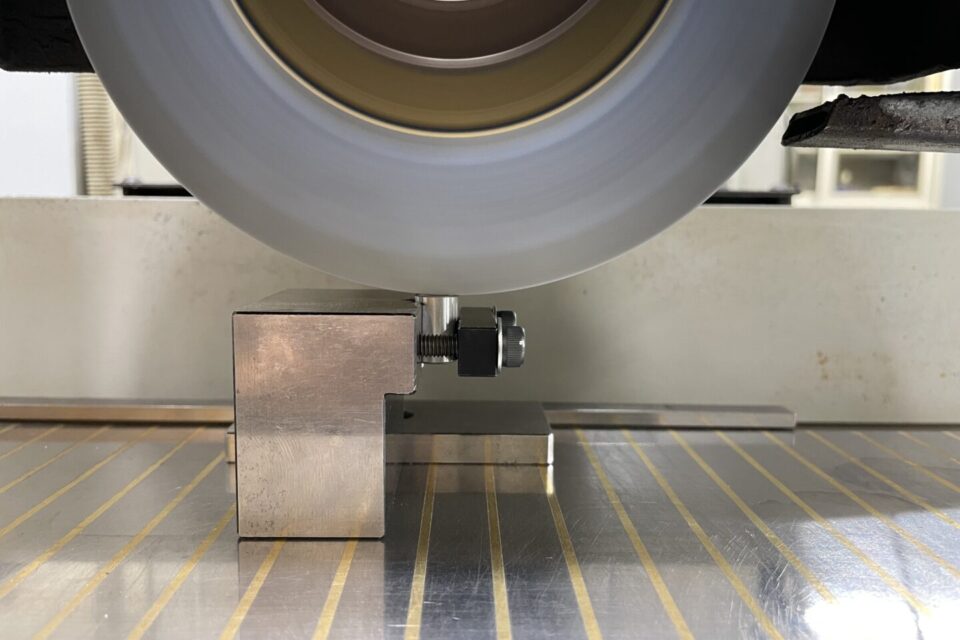

このような治具(写真左)を使用することにより加工位置の微調整、深さ調整が可能になります。
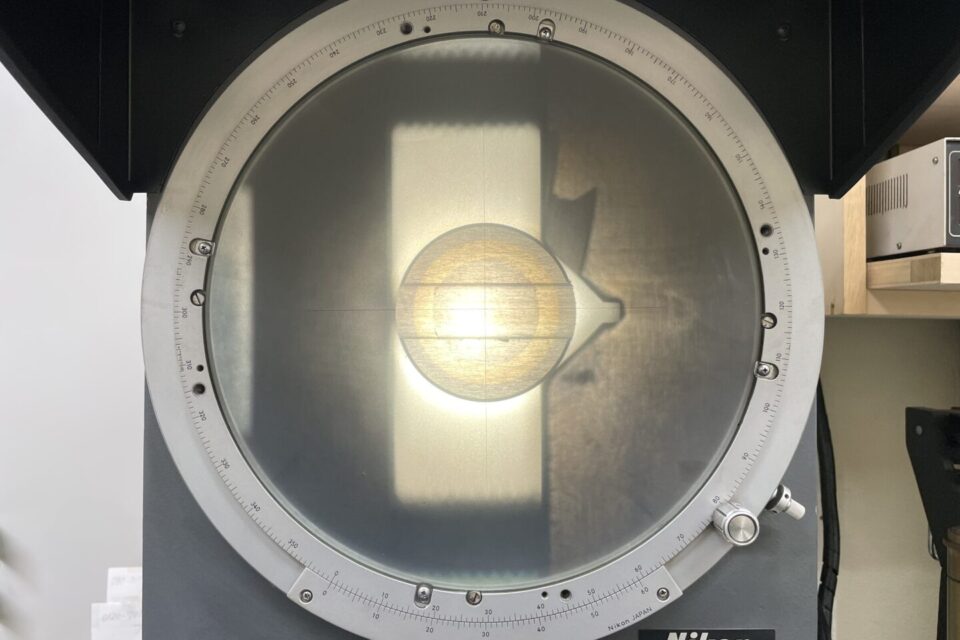
溝の位置はケガキ線(写真右)で凡その位置を探り投影機(写真下)などで確認しながら微調整します。
加工の手順は
1 溝位置、溝幅の確認
2 3ミリ幅、深さをやや深めに入れます。
3 上面にて深さ0.25 5ミクロンの公差に仕上げます。
ポイントといたしまして先に溝を深めに入れてから上面で溝の段差公差を仕上げる事です。
手順の2と3を逆(溝を最後に仕上げる)にしますと溝の上部にバリが出る可能性がある為にこのような加工手順で進めました。
深さ0.25 5ミクロンの公差は機械値を参考にしながら加工しました。
測定は機械から降ろした状態で測ります。

-0.003で無事に仕上がりました。
当社は平面研削加工、小径円筒研磨加工を専門にしております。
加工品に合わせて機械の選択を始め各種砥石、治具などを取りそろえております。
切削加工では仕上げにくい公差、硬い材料などでお困りの時はお気軽に当社までご相談くださいませ!
丸物の平面研磨の実績はこちら
https://gtryz.com/tag/%e4%b8%b8%e7%89%a9%e5%b9%b3%e9%9d%a2%e7%a0%94%e7%a3%a8/